| Anbieter und Produkt |
|---|
| Anbieter: |  MA micro automation GmbH MA micro automation GmbH |
| Produktfamilie: | Anlagen zum Umspritzen von Bauteilen mit Kunststoff |
| Produktvariante: | Stationen zum Kunststoff-Umspritzen |
| Applikationsbeispiel-Verschlagwortung |
|---|
| Anwendung: | Fügen und Verbinden Fügen Fügen durch Umspritzen |
| Erzeugnis: | Elektronische Bauelemente und Baugruppen Steckverbinder |
| Branche: | Fahrzeugbau Automobilzulieferindustrie |
| Applikationsbeschreibung |
|---|
| Aufgabenstellung: |
|---|
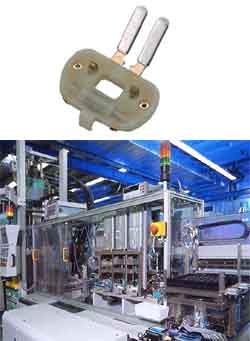
| Ein Automobilzulieferer sucht eine Lösung zur Produktion von Kontaktträgern für Diesel-Einspritzpumpen. Gesucht wird eine vollautomatische Anlage, die alle Prozessschritte mit Stanzen, Biegen, Widerstandsschweißen, das Umspritzen der Bauteile mit Kunststoff und die Prüfung der Teile umfasst. |
| Realisierung: |
|---|
| Die Rohwedder AG entwickelte eine vollautomatische Produktionslinie zur Fertigung der Kontaktträger. Entgegen der vom Kunden vorgesehenen Zuführung einzelner bereits gebogener Bauteile in die Spritzgussform werden die Bauteile nun am Stanzstreifen umspritzt. Der Stanzstreifen wird hierzu von einer Haspel abgewickelt, ein bedrahteter Widerstand zugeführt und mittels Widerstandschweißen angeschweißt. Nach dem Biegen der Kontakte wird der Stanzstreifen mit den aufgeschweißten Widerständen der Spritzgussform zugeführt, die vier Bauteile gleichzeitig aufnimmt. Nach dem Umspritzen wird der Anguss vom Gehäuse abgetrennt. In der folgenden Bearbeitungsstation werden die Teile aus dem Stanzband ausgeschnitten und die Kontakte in die Endlage gebogen. Ein Handhabungssystem übernimmt die einzelnen Bauteile und fördert sie in eine Prüfstation, wo sich eine Widerstandsmessung sowie eine Geometrieprüfung anschließt. Schlechtteile werden ausgeschleust, die Gutteile in Trays magaziniert. Ein Spritzzyklus zur parallelen Herstellung von vier Bauteilen dauert ca. 20 s. Die Anlage erreicht im Dreischichtbetrieb einen Ausstoß von ca. 16 000 Teilen pro Tag. |
| Kundennutzen: |
|---|
| Durch die Fertigung am Stanzstreifen konnten etwa 20 % der ursprünglich geplanten Investitionskosten eingespart werden. Es wurde eine vollautomatische Produktionslinie umgesetzt, die den kompletten Fertigungsprozess aus einer Hand mit einer 100-%-Kontrolle sowie die Verpackung in einer Anlage vereinigt. Da die Taktzeit vom Spritzprozess abhängt, wird die Kapazität durch das gleichzeitige Umspritzen von jeweils vier Bauteilen erreicht. |