Anlagen zur Magnetpulverprüfung
|
| Produktfamilien-Verschlagwortung |
|---|
| |
| Funktionsprinzip |
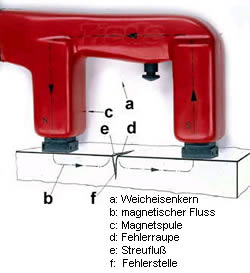
| Bei der Magnetpulverprüfung werden oberflächenoffene Risse an magnetisierten Bauteilen durch die Ansammlung von Magnetpulver im magnetischen Streufeld der Risse sichtbar gemacht und können so durch eine optische Auswertung erkannt werden. Der Prüfablauf unterteilt sich dabei in folgende Abschnitte: - Magnetisierung - Benetzung - Auswertung - Entmagnetisierung - Eventuelle Endreinigung Im ersten Schritt werden die Bauteile abhängig von der Geometrie über ein äußeres magnetisches Feld oder den direkten Stromdurchfluss magnetisiert. Dabei entsteht an den magnetisch schlecht leitenden Oberflächenrissen ein magnetischer Streufluss. Als Streufluss werden Feldlinien bezeichnet, die an Fehlstellen wie z.B. einem Riss aus der Bauteiloberfläche heraustreten, um so den Riss zu umgehen. Dieser magnetische Streufluss bewegt sich in Luft, also magnetisch nichtleitendem Material und ist daher einem hohen magnetischen Widerstand ausgesetzt. Zur Verringerung des magnetischen Widerstandes zieht das Streufeld alle beweglichen Eisenteile zu einer magnetischen Brücke über der Fehlstelle heran. Unter Ausnutzung dieser Eigenschaft wird die Fehlstelle sichtbar gemacht indem das magnetisierte Werkstück mit feinstem Eisen- oder Eisenoxidpulver benetzt wird welches sich an den Fehlstellen anlagert. Dabei sind die Pulverkörner mit einer fluoreszierenden Schicht umgeben und in Öl oder Wasser gelöst. Zur Auswertung werden die mit dem Magnetpulver benetzten und magnetisierten Bauteile mit UV Licht beleuchtet. Durch die fluoreszierende Eigenschaft des Magnetpulvers können die Pulverraupen lokalisiert und dadurch die Risse erkannt werden. Nach dem Entfernen der Magnetisierungsquelle weisen die Bauteile eine Restmagnetisierung auf, die bei der weiteren Verarbeitung von Nachteil sein kann. Daher werden die Prüflinge im Anschluss an die Prüfung entmagnetisiert. Abhängig von der Korrosionsanfälligkeit der Bauteile sowie der weiteren Verarbeitung werden die geprüften Teile gereinigt oder direkt im Fertigungsprozess weitergegeben. |