Lösungen zum Mikro-Widerstandsschweißen
|
| Produktfamilien-Verschlagwortung |
|---|
| |
| Funktionsprinzip |
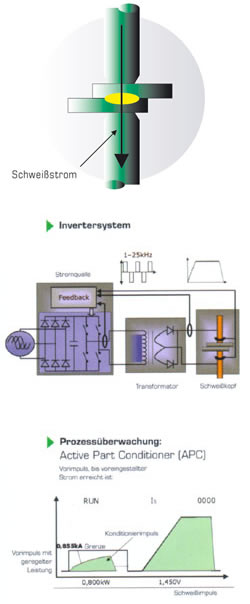
| Mikrowiderstandsschweißen ist das stoffschlüssige Fügen von Bauteilen aus metallischen Materialien mit einem thermoelektrischen Prozess. Die Schweißstelle wird zwischen zwei Elektroden eingespannt und unter Strom gesetzt. Durch den spezifischen Widerstand an der Kontaktfläche der zu schweißenden Materialien schmelzen die Materialien dort auf und werden anschließend durch Andrücken, das sogenannte Nachsetzen, miteinander verbunden. Um die Voraussetzungen für einen reproduzierbaren Schweißprozess zu schaffen, müssen die Bauteile unter Umständen vorbehandelt werden, z. B. wenn die Oberflächen unregelmäßig oxidiert sind. Um auch schwierige automatisierte Schweißprozesse sicher regeln zu können, reicht die Überwachung von drei bis vier Messgrößen aus: Stromspannung, Stromstärke, Elektroden-Einsinkweg und Elektrodenkraft. Zum Schweißen von Materialien mit hohem spezifischem Widerstand kann der Prozess bereits über die Elektrodenspannung und die Stromstärke sicher gesteuert werden. Zum Schweißen von sehr gut leitfähigen Materialien wie z. B. Kupfer wird oft der Elektroden-Einsinkweg als Messgröße zur Prozesssteuerung herangezogen. In der Regel werden Inverter-Stromquellen verwendet, die sich für fast alle Anwendungsfälle eignen. Die Anschluss-Netzspannung wird zunächst gleichgerichtet und dann über einen geregelten Wechselrichter sowie einen Transformator mit anschließender Gleichrichtung als getaktete Gleichspannung bereitgestellt. Eine wichtige Prozessgröße ist die Taktfrequenz des Wechselrichters. Je höher die Taktfrequenz ist, desto besser können Impulse mit hoher Flankensteilheit und optimaler Regelgüte erzeugt werden. Bei größerer Ausgangleistung wird dagegen mit niedrigeren Frequenzen gearbeitet. Die mechanische Funktion des Schweißkopfes, der durch das exakte Nachsetzen den Einsinkweg der Elektroden bestimmt, spielt ebenfalls eine wichtige Rolle im Schweißprozess. Je nach Anwendung stehen direkt pneumatisch betätigte Köpfe, Köpfe mit Federnachsetzsystemen, servomotorisch oder elektromotorisch angetriebene Köpfe zur Verfügung. Für hohe Prozessgeschwindigkeiten eignen sich besonders Schweißzangen, die entweder servomotorisch oder pneumatisch mit Federnachsetzsystem angetrieben sind. |