Mess- und Sortiermaschine visiSort® - S
|
| Produktfamilien-Verschlagwortung |
|---|
| |
| Funktionsprinzip |
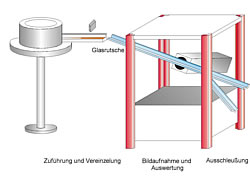
| Über einen Vibrationswendelförderer mit Ordnungseinrichtungen werden die Teile ausgerichtet an ein Vereinzelungsband übergeben. An diesem sitzt eine Lichtschranke, die durch die vorbeigeförderten Teile unterbrochen wird. Aus den Informationen zu Fördergeschwindigkeit und Zeitdauer der Strahlunterbrechung kann eine Aussage über die Teilelänge sowie den Abstand zwischen zwei Teilen gemacht werden. Eine Ausblasdüse entfernt zu lange Teile sowie Werkstücke die nicht den geforderten Mindestabstand aufweisen. Nach dieser groben Vorprüfung werden die Teile an die Rutsche übergeben und erzeugen beim Vorbeirutschen an einer zweiten Lichtschranke das Triggersignal für die Aufnahme. Dieses Signal löst die Beleuchtung und Bildaufnahme aus, die innerhalb von 60-80ms abgeschlossen ist. Das erfasste Grauwertbild aus 256 Grauwertstufen wird anschließend binarisiert. Dabei werden die Bildpunkte für eine grobe Lokalisierung der Werkstückkanten bis zu einem definierbaren Grauwert als weiß und über diesem Grenzwert als schwarz gesetzt. Zur vorläufigen Konturermittlung wird der Schwarz-Weiß-Übergang quer zu einer in dieses Bild gelegten Suchlinie entlang der erwarteten Werkstückkante ermittelt. Mit dieser Positionsinformation zieht das System zur genaueren Kantenbestimmung das ursprüngliche Grauwertebild erneut heran. Ausgehend von der vorläufigen Kantenposition wird der Helligkeitsverlauf über jeweils 8 Pixel zu beiden Seiten ausgewertet. Berechnet wird der Übergang mit der größten Grauwertänderung. Die exakte Zuordnung der Kantenposition erfolgt zu einem 16fach unterteiltem Pixelabstand. Durch diesen Algorithmus wird eine hohe Auflösung der Messung erzielt, die um ein 16faches über der Bildpunktzahl der Kamera liegt. Nach einer Auswertung der erhaltenen Geometrieinformationen und dem Vergleich mit den vorgegebenen Sollwerten erfolgt die Klassifikation der Teile in Gut und Schlecht. Entsprechend diesem Ergebnis wird die Gut- / Schlechtteileweiche in der Rutsche angesteuert. |